Laserschneiden
Laserschneiden, auch Laserstrahlschneiden, bezeichnet das Durchtrennen von Festkörpern mittels kontinuierlicher oder gepulster Laserstrahlung durch Materialablation. Nahezu jede Art von Werkstoff, beispielsweise Metalle, Dielektrika und organische Materialien können nach dem Stand der Technik mit Laserstrahlung geschnitten werden. Dabei müssen die Parameter der Laserstrahlung, wie Wellenlänge, mittlere Leistung, Pulsenergie und Pulsdauer der Applikation entsprechend angepasst werden. Der mikroskopische Abtragsmechanismus und die thermischen Effekte werden dabei im Wesentlichen von der Pulsdauer und der Bestrahlungsstärke bestimmt.[1]
Das Verfahren wird dort eingesetzt, wo komplexe Umrisse (zwei- oder auch dreidimensional), eine präzise, schnelle Verarbeitung (typisch 10 m/min, aber auch bis über 100 m/min[2]), die Herstellung dreidimensionaler Durchbrüche (auch an schlecht zugänglichen Stellen) oder/und eine berührungslose, nahezu kraftfreie[3] Bearbeitung gefordert sind. Gegenüber alternativen Verfahren wie etwa dem Stanzen ist das Laserschneiden bereits bei sehr niedrigen Losgrößen wirtschaftlich einsetzbar. Außerdem ist es beim sogenannten Laserfeinschneiden möglich, extrem filigrane Formen mit Toleranzen unter 0,02 mm und annähernd gratfrei zu schneiden.[4]
Um die Vorteile des Laserschneidens mit denen des Nibbelns und Stanzens zu kombinieren, bieten die Hersteller auch kombinierte Maschinen an, die sowohl Operationen mit dem Stanzkopf als auch das Auslasern beliebiger Konturen ermöglichen.
Zum Einsatz kommen fokussierte Hochleistungslaser, meist der CO2-Laser (ein Gaslaser) oder auch zunehmend Nd:YAG-Laser (Festkörperlaser) sowie die effizienteren, gut fokussierbaren Faserlaser.
Geschichte
[Bearbeiten | Quelltext bearbeiten]1965 wurde die erste Produktions-Laserschneidemaschine zum Bohren von Löchern in Diamantformen eingesetzt. Diese Maschine wurde vom Western Electric Engineering Research Center hergestellt. 1967 wird die erste kommerzielle Anwendung ermöglicht (Peter Houldcroft, The Welding Institute, England).[5] Anfang der 1970er Jahre wurde diese Technologie zum Schneiden von Titan für Anwendungen in der Luft- und Raumfahrt in Betrieb genommen. Gleichzeitig wurden CO2-Laser für das Schneiden von Nichtmetallen, wie z. B. Textilien, angepasst, da CO2-Laser damals nicht stark genug waren, um die Wärmeleitfähigkeit von Metallen zu überwinden.[5] Schon ein Jahr vor der industriellen Nutzung hat – fiktional – in dem James-Bond-Film Goldfinger 1964 der gleichnamige Antagonist dem Agenten 007 vorgeführt, wie mit Laser eine Goldplatte durchtrennt werden kann – und entsprechend empfindlichere Materialien geschädigt werden könnten.[6]
Komponenten und Aufbau
[Bearbeiten | Quelltext bearbeiten]
Wichtige Elemente einer Laserstrahlschneidmaschine sind die Laserstrahlquelle, die Laserstrahlführung und der Bearbeitungskopf (Fokussieroptik) inkl. Schneiddüse. Der die Laserstrahlquelle verlassende Strahl kann im Nahinfrarot (Nd:YAG-Laser, Faserlaser, Scheibenlaser) über Lichtleitkabel, beim CO2-Laser über Umlenkspiegel zur Fokussieroptik an der Bearbeitungsstelle geführt werden. Die Fokussieroptik bündelt den Laserstrahl in einem Fokus und erzeugt so die zum Schneiden erforderliche Intensität.
Anlagen mit CO2-Lasern bestehen meist aus einer feststehenden Laserstrahlquelle und einer sogenannten fliegenden Optik. Ein Spiegelteleskop gewährleistet über den gesamten Bearbeitungsraum einen konstanten Rohstrahldurchmesser auf der Fokussierlinse. Dies ist notwendig, da der aus dem Laser austretende Strahl eine feste Divergenz aufweist. Unterschiedliche Lauflängen der Strahlung für unterschiedliche Bearbeitungspositionen würde ohne Kompensation durch das Spiegelteleskop den Rohstrahldurchmesser auf der Linse ändern. Unterschiedliche Blendenzahlen und Intensitäten wären die Folge.
Die Strahlführung zwischen optischem Resonator (Laserstrahlquelle) und Fokussieroptik wird durch gegebenenfalls wassergekühlte Spiegel realisiert. Die Spiegel sind gold- oder molybdänbeschichtet und bestehen aus monokristallinem Silizium oder reinem Kupfer. Laserstrahlung in einem Wellenlängenbereich von ca. 1 µm (Nd:YAG-Laser, Faserlaser, Scheibenlaser) kann dagegen auch über große Entfernungen mit Lichtleitkabel geführt werden.
Für eine richtungsunabhängige Schnittqualität werden bei linear polarisierten Laserstrahlen zwischen Resonator und Teleskop phasendrehende Spiegel angeordnet. Aus einem linear polarisierten Strahl wird meist ein zirkular polarisierter Strahl erzeugt. Die eingesetzten Spiegel sind mit einer Multilayerbeschichtung versehen, deren Funktion einer Lambda/4 Platte gleichkommt. Der häufig gefaltete Resonatoraufbau von CO2-Lasern bewirkt eine lineare Polarisation und macht den Einsatz eines Phasenschiebers notwendig. Die polarisationsabhängige Absorption von Laserstrahlung im Schneidspalt würde zu einer richtungsabhängigen Kantenqualität und Schneideffizienz führen.
Die Fokussieroptik, auch Bearbeitungskopf genannt, besteht bei Nd:YAG-Lasern und anderen Lasern im Nahinfrarotbereich aus einem speziellen Glas, bei Kohlendioxidlasern aus einkristallinem Zinkselenid oder einem off-axis-Parabolspiegel aus Kupfer.
Der Strahl tritt fokussiert durch die sogenannte Schneiddüse, die meist aus Kupfer besteht und auch das Blas- bzw. Prozessgas auf die Bearbeitungsstelle lenkt.
Verfahren
[Bearbeiten | Quelltext bearbeiten]




Das thermische Laserschneiden setzt sich aus zwei gleichzeitig ablaufenden Teilvorgängen zusammen. Zum einen beruht es darauf, dass der fokussierte Laserstrahl an der Schneidfront absorbiert wird und so die zum Schneiden benötigte Energie einbringt. Zum anderen stellt die konzentrisch zum Laser angeordnete Schneiddüse das Prozessgas beziehungsweise Blasgas bereit, das die Fokussieroptik vor Dämpfen und Spritzern schützt und weiterhin den abgetragenen Werkstoff aus der Schnittfuge treibt. Je nach der im Wirkbereich erreichten Temperatur und zugeführten Prozessgasart stellen sich unterschiedliche Aggregatzustände des Fugenwerkstoffs ein. Es wird je nachdem, ob der Werkstoff als Flüssigkeit, Oxidationsprodukt oder Dampf aus der Schnittfuge entfernt wird, in die drei Varianten Laserstrahlschmelzschneiden, Laserstrahlbrennschneiden und Laserstrahlsublimierschneiden unterschieden.
Derzeit liegen die maximal verarbeitbaren Plattenstärken für Stahl bei etwa 40 mm, für Edelstahl bei 50 mm; Aluminium wird bis etwa 25 mm mit Laser geschnitten. Es ist gegenüber Stahl technisch aufwändiger, beispielsweise Aluminium oder Kupfer zu schneiden, da der größte Teil der eingebrachten Strahlung zunächst reflektiert wird und deshalb eine viel größere Leistung beziehungsweise Leistungsflussdichte beim Einstechen erforderlich ist. Selbst wenn beim Schneiden ein größerer Leistungsanteil im Schneidspalt absorbiert wird, ist die Schneidleistung sehr viel geringer als bei Eisenwerkstoffen, da die Wärmeleitfähigkeit von Aluminium und Kupfer sehr viel höher ist und keine unterstützende Oxidation maßgebend ist.
-
 Querschnitte der Schnittfugen beim Plasmaschneiden, Laserschneiden und Autogenen Brennschneiden
Querschnitte der Schnittfugen beim Plasmaschneiden, Laserschneiden und Autogenen Brennschneiden -
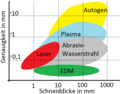 Genauigkeiten bei verschiedenen Blechdicken Brennschneiden, Plasmaschneiden, Wasserstrahlschneiden, Laserschneiden und Funkenerodieren (EDM)
Genauigkeiten bei verschiedenen Blechdicken Brennschneiden, Plasmaschneiden, Wasserstrahlschneiden, Laserschneiden und Funkenerodieren (EDM) -
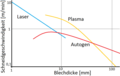 Schneidgeschwindigkeiten beim Autogenen Brennschneiden, Laserschneiden und Plasmaschneiden
Schneidgeschwindigkeiten beim Autogenen Brennschneiden, Laserschneiden und Plasmaschneiden -
 Laserschneiden von Kupfer mit einer Festkörperlasermaschine
Laserschneiden von Kupfer mit einer Festkörperlasermaschine




Kupfer und andere gut wärmeleitende Metalle sind schwer oder nicht mit dem CO2-Laser schneidbar. Dies hängt allerdings nicht nur von der Wärmeleitfähigkeit ab, sondern vielmehr davon, dass ein sehr großer Anteil der eingebrachten Strahlung reflektiert wird und das Material somit kaum erhitzt wird. Bei dünnen Blechen können jedoch gepulste Nd:YAG-Laser eingesetzt werden – mit diesen können alle Materialien geschnitten werden.
Der kritischste Vorgang beim Laserbrenn- und -schmelzschneiden ist das Einstechen. Es ist zeitintensiv, da oft gepulst mit verringerter mittlerer Laserleistung gearbeitet werden muss, um Rückreflexion und die Fokussieroptik gefährdende Metallspritzer zu vermeiden. Moderne Lasermaschinen haben Sensoren, mit denen der erfolgte Durchstich detektiert werden kann, um auf diese Weise Zeit zu sparen bzw. sicherzustellen, dass der Schnittbeginn nicht vor dem kompletten Durchstechen des Materiales erfolgt.
Beim Laserschneiden von Stahl findet an den Schnittkanten aufgrund der hohen Temperaturunterschiede eine Aufhärtung statt. Diese kann bei nachfolgender Bearbeitung zu Problemen führen.
Flaches Material liegt beim Schneiden auf einer Auflage (Zähne, Spitzen, Schneiden), die mehrere Bedingungen erfüllen muss:
- möglichst geringe Auflagefläche – Abfälle oder kleine Teile müssen hindurchfallen
- geringe Rückreflexion – ansonsten mögliche Schädigung der Werkstücke von unten oder auch der Laserstrahlquelle
- hohe Widerstandsfähigkeit gegenüber Laserstrahlabtrag – große Wartungsintervalle
Die Verfahren werden folgendermaßen eingeteilt:
Laserstrahlschmelzschneiden
[Bearbeiten | Quelltext bearbeiten]Die Ausbildung der Schnittfuge geschieht beim Schmelzschneiden durch kontinuierliches Aufschmelzen und Ausblasen des Schneidwerkstoffs mit einem reaktionsträgen oder inerten Gas. Der Gasstrahl verhindert zusätzlich ein Oxidieren der Oberfläche. Aus Kostengründen wird vorwiegend Stickstoff, seltener Argon oder Helium verwendet. Die Gasdrücke erreichen hierbei bis zu 22 bar (Hochdruck-Inertgas-Schneiden). Durch den geringen Absorptionsgrad des Werkstoffs sind die Schnittgeschwindigkeiten beim Schmelzschneiden u. a. abhängig von der verfügbaren Laserleistung. So wird mit einer 5-kW-CO2-Laserschneidanlage bei 10 mm dickem Edelstahl 1.4301 eine typische Schneidgeschwindigkeit von 1,1 m/min erreicht[7]. Das Verfahren kommt meist zum Einsatz, wenn oxidfreie Schnittfugen bei Edelstählen gefordert werden. Aluminiumlegierungen und hochschmelzende Nichteisenlegierungen stellen eine weitere Anwendung dar. Auch normaler Baustahl wird bei Dicken bis ca. 6 bis 10 mm manchmal mit Stickstoff geschnitten, da die Schnittkanten für eine spätere Lackierung oder Pulverbeschichtung dann nicht mehr nachbearbeitet werden müssen.
Eine hohe Schnittqualität ist durch eine geringe Riefenbildung auf den Schnittkanten und die fehlende Gratbildung an der Unterseite des Schnittes charakterisiert. Der Laserstrahl verflüssigt das Material hierbei nicht nur auf der Schneidfront, sondern halbkreisförmig bis zu den Schnittflanken. Durch den kontinuierlichen Vorschub und das resultierende Schmelzen des Materials kann der Werkstoff auf den Schnittkanten verfestigen. Die Erstarrung geschieht hierbei wellenförmig, welches einhergehend die charakteristische Riefenstruktur bzw. die Rauheit des Schnittes definiert. Eine Bart- oder Gratbildung entsteht durch zu geringe antreibende Kräfte der Gasströmung, sodass die Schmelze nicht vollständig ausgetrieben werden kann. Schmelztropfen an der Schnittunterkante können erstarren und bilden einen mehr oder minder stark anhaftenden Bart/Grat. Zu den Parametern, die die Schnittqualität beeinflussen, gehören u. a. die Fokuslage, die Vorschubgeschwindigkeit, die Laserleistung, die Intensitätsverteilung oder auch der Schneidgasdruck.
Laserstrahlbrennschneiden
[Bearbeiten | Quelltext bearbeiten]Die früher häufigste Variante zum Schneiden von eisenhaltigen Metallen ist das Brennschneiden. Ähnlich wie beim autogenen Brennschneiden wird der Werkstoff auf Entzündungstemperatur erwärmt und durch Zugabe von Sauerstoff (Blasgas) verbrannt. Die beim Verbrennen frei gewordene Energie unterstützt den Schneidvorgang erheblich. Das dabei entstehende Eisenoxid (Schlacke) wird vom Sauerstoffstrahl ausgeblasen. Bei einigen Nichteisenmetallen reicht die durch exotherme Reaktion eingebrachte Wärme nicht aus, um den Schneidvorgang wesentlich zu unterstützen. Dementsprechend können nur Werkstoffe bearbeitet werden, deren Zündtemperatur unterhalb der Schmelztemperatur liegt. Beim Laserstrahlbrennschneiden an den Schnittkanten verbleibende Oxidschichten können die Weiterverarbeitung (beispielsweise Schweißen) oder auch Pulverbeschichten oder Lackieren beeinträchtigen.
Haupteinsatzgebiet ist die Verarbeitung niedrig- und unlegierter Stähle sowie in Einzelfällen von Edelstählen. Als Strahlquelle finden sich hier meist CO2-Laser. Die Schnittgeschwindigkeiten liegen bei bis 250 m/min bei Blechen unter 1 mm Dicke[8] und beispielsweise mit einem 4-kW-CO2-Laser bei ca. 0,8 m/min für 20 mm dicken Baustahl.
Grat- und Zunderanhaftungen und die Schnittflächenrauheit sind die wesentlichen technologischen und qualitativen Parameter. Die Schnittspaltbreite ist etwas größer als bei den anderen beiden Verfahren und beträgt je nach Blechdicke etwa 0,1 bis 0,8 mm. Die Gratbildung lässt sich beim Laserstrahlbrennschneiden durch geeignete Verfahrensparameter nahezu vermeiden. Um das Abbrennen spitzer Konturen sowie unsaubere Einstichlöcher zu vermeiden, muss die Laserleistung heruntergeregelt werden.
Der Blasgasdruck (Sauerstoff) beträgt wenige bar.
Laserstrahlsublimierschneiden
[Bearbeiten | Quelltext bearbeiten]Kennzeichnend für das Sublimierschneiden ist das Verdampfen beziehungsweise die Pyrolyse des erwärmten Werkstoffs und das sofortige Ausblasen der Dämpfe. Werkstoffe ohne ausgeprägten schmelzflüssigen Zustand sind der wesentliche Wirkungsbereich des Sublimierschneidens; das können sowohl anorganische als auch organische Stoffe sein. Der Übergang des Werkstoffs vom festen in den gasförmigen Zustand geschieht hier direkt (Sublimation), also ohne dazwischen flüssig zu sein. Das Prozessgas bläst nicht nur den Dampf aus der Schnittfuge, sondern verhindert auch ein Kondensieren desselben in der Schnittfuge. Typische Werkstoffe sind beispielsweise Holz, Leder, Textilien, homogene und faserverstärkte Kunststoffe.
Sublimierschnitte sind prinzipiell gratfrei. Entstehende Gase sind oft brennbar. Als Blasgas wird meist Luft oder Stickstoff eingesetzt. Die Dunkelfärbung der Schnittkanten bei Holz kann durch Pulsen, Verwenden von sauerstoffhaltigem Blasgas (Luft), gute Fokussierung oder schnellen Schnitt mit ausreichender Leistung verringert werden.
PMMA kann gratfrei mit transparenten, glatten Schnittkanten bearbeitet werden.
Mit gepulsten Lasern hoher Spitzenleistung und bei hoher Leistungsflussdichte können auch Materialien nahezu frei von einer Schmelz- oder Wärmeeinflusszone abgetragen werden, die normalerweise nicht sublimieren.
Laserfeinschneiden
[Bearbeiten | Quelltext bearbeiten]Werden besonders klare oder sehr feine Formen ohne Grat benötigt, eignet sich das Laserfeinschneiden/Präzisions-Laserschneiden. Bis zu einer Materialstärke von einem Millimeter sorgt das Laserfeinschneiden für annähernd gratfreie Werkstücke. Durch ein hochsteifes Maschinenbett aus Mineral- oder Stahlguss und die sehr geringe Wärmeentwicklung des gepulsten Lasers besteht keine Gefahr, dass sich ein Werkstück verformen könnte. Der Schneidbereich liegt beim Präzisions-Laserschneiden meist bei maximal 500 × 800 mm, die Spotgröße ab 30 µm abhängig von der Materialstärke.[4]
Ein Nullpunktspannsystem sowie eine fortwährende Positionsüberwachung über Glasmaßstäbe in den Linear-Maschinenachsen sorgen für hochexakte Produkte. Je nach Material und Blechstärken werden für das Laserfeinschneiden gepulste ND:YAG-Laser und QCW-Faserlaser benutzt.
Nahezu alle Materialien können mit Präzisions-Laserschneidanlagen bearbeitet werden, neben Aluminium und Stahl beispielsweise auch Kupfer, Bronze, Nickel, Legierungen sowie Keramik, Edelmetalle oder Hartmetalle. Ein Anwendungsbeispiel für Laserfeinschneiden sind medizinische Stents[9].
Ritzen
[Bearbeiten | Quelltext bearbeiten]Beim Laser-Ritzen, einem der frühesten Laserverfahren, wird in spröde Materialien eine Ritzspur eingebracht (Kerbe oder Reihe von Sacklöchern), an der entlang nachfolgend mechanisch gebrochen werden kann. Typische Werkstoffe sind Halbleiter-Scheiben, Dickschicht- und Widerstands-Keramiksubstrate und Glas.
Thermisches Laserstrahl-Separieren (TLS)
[Bearbeiten | Quelltext bearbeiten]Beim Thermischen Laserstrahl-Separieren werden thermische Spannungen entlang einer Linie erzeugt, die zu einem fortlaufenden thermisch induzierten Bruch führen. Voraussetzung ist, dass zu Beginn ein Anriss vorhanden ist. Nicht alle Formen sind so herzustellen. Es findet kein Aufschmelzen und kein Materialabtrag statt. Geeignet sind spröde Materialien wie Halbleiterscheiben, Keramik und Glas.
Vor- und Nachteile gegenüber konventionellen Verfahren
[Bearbeiten | Quelltext bearbeiten]- Vorteile
- geringe Mindeststückzahlen ab 1 Stück, hohe Flexibilität
- anlagenabhängig sind alle Materialien schneidbar
- hohe Materialausnutzung, wirtschaftlich
- je nach Werkstoff saubere, schmale, oft nachbearbeitungsfreie Schnittkanten
- Gravieren/Kennzeichnen und Schneiden ist oft mit derselben Strahlquelle und im selben Arbeitsgang möglich
- Nachteile
- hohe Anlagenkosten
- Arbeitsschutz (siehe unten)
- je nach Laserstrahlquelle hoher Elektroenergieeinsatz
- Gasverbrauch (Blas- und Prozessgas sowie Gase für Gaslaser, insbesondere das teure Helium)
Schadstoffe und Arbeitsschutz
[Bearbeiten | Quelltext bearbeiten]Beim Laserschneiden wird unsichtbare Laserstrahlung eingesetzt. Die Leistung ist derart hoch, dass auch gestreute und reflektierte Strahlanteile zu Haut- und Augenschäden führen können.
Lasermaschinen haben daher meist eine geschlossene Kabine, die nur geöffnet werden kann, wenn der Laserstrahl abgeschaltet ist. Die Gefahr von (meist unerkannten) Augenschäden besteht insbesondere bei Nd:YAG-Lasern.
Die Strahlresistenz der Umhausung wird mit steigender Laserleistung und insbesondere mit den großen Fokusabständen der Faserlaser (Remoteschneiden) zunehmend zum Problem. Selbst dicke Betonplatten werden oft in wenigen Sekunden durchdrungen. Der Trend geht daher zu sogenannten aktiven Umhausungen, die das Auftreffen eines Laserstrahles oder die beginnende Zerstörung erkennen und den Laser abschalten.
Das Material der Schnittfuge fällt bei Metallen als Aerosol an. Das Schneiden von Baustahl wird meist als weniger problematisch angesehen, dagegen treten bei hochlegierten Stählen die Legierungsbestandteile (Cobalt, Nickel, Chrom usw.) in Erscheinung. Extrem gefährlich ist jedoch das Schneiden von Berylliumkupfer.
Organische Materialien werden beim Laserschneiden durch Pyrolyse in gesundheitlich oft bedenkliche chemische Stoffe zerlegt. Besonders problematisch ist das Schneiden halogenhaltiger organischer Materialien wie PVC oder PTFE, oder auch von mit Flammschutzmitteln versehener Materialien, hierbei entstehen hochgiftige Dioxine und Furane und überdies stark korrosive Gase (Chlor-, Fluorwasserstoff).
Entstehende brennbare Gase sowie der Laserstrahl selbst bilden eine Brandgefahr.
Je nach Werkstoff entsteht beim Laserschneiden Schmauch, der zu unerwünschten Verfärbungen bzw. Ablagerungen an der Schnittkante führt. Um aufwendige Nacharbeiten zu vermeiden, muss dieser Schmauch direkt während des Entstehens evakuiert werden. Nicht nur wegen der Prozesssicherheit, sondern auch aus Gründen des Arbeits- und Umweltschutzes muss die Absaugung/Evakuierung also direkt am Schneidspalt erfolgen.
Die Abluft von Laserstrahlschneidanlagen durchläuft gegen Brände geschützte Filteranlagen (Partikelfilter, Kohlefilter).
Arbeitsvorbereitung
[Bearbeiten | Quelltext bearbeiten]
Für das Offline-Programmieren der zwei- oder dreidimensionalen (2D- oder 3D-) Schneidkonturen werden überwiegend CAD/CAM-Systeme eingesetzt. Die Aufbereitung (Konturerfassung, Schnittreihenfolge, materialsparende Anordnung durch Schachteln, Schnittspaltkorrektur, kurz post processing genannt) der mit einem CAD-System erstellten geometrischen Daten erfolgt auch oft direkt an der Maschinensteuerung. Komplexe dreidimensionale Schnittkonturen werden oft durch Teach-In (kurz: Teachen) an der Maschine erstellt, korrigiert oder komplettiert. Die zur Arbeitsvorbereitung eingesetzte Software gestattet manchmal auch die Ermittlung der Schnittlänge, der Bearbeitungszeit sowie der erforderlichen Material- und Medienmengen.
Siehe auch
[Bearbeiten | Quelltext bearbeiten]Literatur
[Bearbeiten | Quelltext bearbeiten]- Helmut Hügel, Thomas Graf: Laser in der Fertigung – Strahlquellen, Systeme, Fertigungsverfahren, Vieweg Teubner, 2. Auflage, 2009.
- Anika Kehrer, Teja Philipp, Sven Rens: Lasercutting – Eigene Designs erstellen, schneiden und gravieren, Hanser Fachbuch, 1. Auflage, 2017. (Buchseite beim Verlag) (Anmerkung: Theoretische Einführung bezieht sich auf alle Laser, aber praktischer Schwerpunkt liegt auf Diodenlaser mit der Begründung, dass dieser für den kreativen Hausgebrauch skaliert)
Weblinks
[Bearbeiten | Quelltext bearbeiten]- Videoclips zum Laserschneiden von Blechen mit Informationen zu den eingesetzten Schneidverfahren
- HTWK Leipzig Veredelungslexikon: Laserschneiden
- Prozessvideo der Kombibearbeitung Laserschneiden und Schweißen mit einem Bearbeitungskopf
- Prozessvideo der Kombibearbeitung Laserschneiden und Schweißen mit einem Bearbeitungskopf
- Blog über Laserschneiden in französischer Sprache
Einzelnachweise
[Bearbeiten | Quelltext bearbeiten]- ↑ Reinhart Poprawe: Tailored Light 2: Laser Application Technology. Springer Science & Business Media, 2011, ISBN 978-3-642-01237-2 (google.de [abgerufen am 9. Oktober 2016]).
- ↑ Jahresbericht des Fraunhofer-Instituts für Lasertechnik ILT 2008 (PDF; 5,6 MB) High-speed cutting of automotive steels using a fiber laser (Hochgeschwindigkeitstrennen von Automobil-Stählen mit einem Faserlaser), S. 67 (englisch).
- ↑ eine Kraft entsteht durch den Rückstoß des ausgetriebenen Materials sowie durch das Blas-/Prozessgas
- ↑ a b Präzisions-Laserschneiden. In: Hailtec. Abgerufen am 21. November 2022.
- ↑ a b Geschichte der Lasertechnologie, Website Universal Laser Systems, Inc., abgerufen am 16. November 2024.
- ↑ Pop-Kolumne: James Bond erlebt Lasermaterialbearbeitung, Website der Firma TRUMPF SE + Co. KG, Ditzingen, abgerufen am 16. November 2024
- ↑ [Jahresbericht des Fraunhofer-Instituts für Lasertechnik ILT 2005] (PDF; 2,7 MB) Fusion cutting with a 5-kW fiber laser (Schmelzschneiden mit einem 5 kW-Faserlaser), S. 70 (englisch).
- ↑ Patentanmeldung EP0655021A1: Verfahren zum Laserstrahlscheiden von Band- und Plattenförmigen Werkstücken, insbesondere Elektroblech. Angemeldet am 10. August 1993, veröffentlicht am 31. Mai 1995, Anmelder: Thyssen Stahl AG, Erfinder: Eckart Beyer et Al.
- ↑ Julia Dusold: Das sind die Trends in der industriellen Lasertechnik. In: Produktion - Technik und Wirtschaft für die deutsche Industrie. verlag moderne industrie GmbH, 7. Dezember 2021, abgerufen am 7. Dezember 2022.